Ключевые преимущества инструмента
Сверла СОЖ обладают множеством плюсов:
- Эффективное охлаждение. Охлаждающая жидкость забирает тепло непосредственно из зоны резания. Это предотвращает перегрев инструмента и заготовки, сохраняет твердость режущей части и обрабатываемой поверхности.
- Быстрое удаление стружки. Поток жидкости под давлением ломает длинную стружку и выталкивает ее наружу. Так решается главная проблема глубокого сверления — заклинивание.
- Высокая стойкость и производительность. Подача жидкости непосредственно в зону контакта позволяет применять более высокие скорости резания, чем при внешнем поступлении СОЖ.
- Качество отверстия. Щадящие условия сверления обеспечивают максимальное качество обработки. В результате снижается процент брака, нагрузка на сотрудников ОТК и расходы на корректирующие процедуры.
- Возможность сверлить глубокие отверстия. Сверла с подводом СОЖ являются основным инструментом для глубины от 3 диаметров и более.
Сверла с внутренней подачей СОЖ применяются не только на производстве. Они используются в частных мастерских как простое и недорогое решение для металлообработки.
Классификация сверл
Инструмент различается по многим признакам, среди которых расположение каналов, материал изготовления и конфигурация сменных твердосплавных элементов для корпусных моделей.
Расположение каналов
Каналы для вывода охлаждающей жидкости могут иметь несколько исполнений.
|
Конфигурация каналов |
Изображение |
|||
|
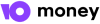
Парные спиральные каналы |
Парные спиральные каналы
|
|||
|
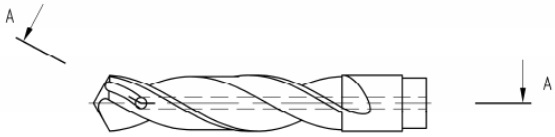
V-образные каналы |
V-образные каналы
|
V-образные каналы
|
||
|
W-образные каналы |
W-образные каналы

|
W-образные каналы
|
W-образные каналы
|
|
|
Вывод каналов с частичным пересечением стружечных канавок |
Вывод каналов с частичным пересечением стружечных канавок

|
|||
|
Вывод каналов с полным пересечением стружечных канавок |
Вывод каналов с полным пересечением стружечных канавок

|
|||
Подбор сверла по количеству и расположению каналов производится индивидуально, с учетом типа выполняемых операций.
Применяемые материалы
При производстве сверл с внутренним подводом СОЖ используется ряд материалов:
- Быстрорежущая сталь с кобальтом HSS-Co. Прочный, вязкий и ударопрочный сплав для нестабильных условий, малых диаметров и обработки цветных металлов.
- Монолитный твердый сплав WC. Износостойкий материал для высокопроизводительного сверления сталей и чугуна на жестких станках с ЧПУ. Он обеспечивает высокую скорость обработки, устойчив к воздействию вибраций и интенсивному нагреву.
- Твердый сплав с покрытием TiAlN/TiCN. Монолитный твердый сплав с термозащитным слоем для экстремальных нагрузок и скоростей. Решения получили широкое распространение при взаимодействии с труднообрабатываемыми материалами.
- Сменные твердосплавные пластины. Экономичная комбинация, позволяющая использовать твердый сплав только для режущих элементов. По мере износа их можно заменить, не переплачивая за все сверло целиком.
- Поликристаллический алмаз PCD. Сверхтвердый и высокотеплопроводный материал для скоростной обработки абразивных цветных сплавов и композитов. Последние представлены углепластиком, набирающим популярность в промышленности.
Обычно на предприятии используется несколько типов сверл. Так, для решения базовых задач применяется быстрорежущая сталь, а для взаимодействия с труднообрабатываемыми материалами задействуется инструмент из твердого сплава или с пластинами на его основе.
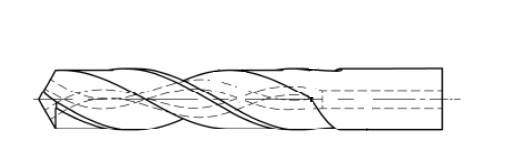
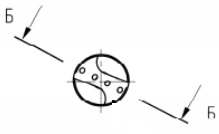
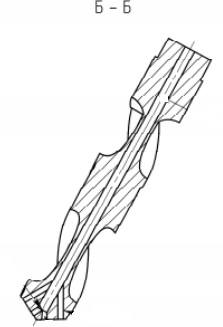
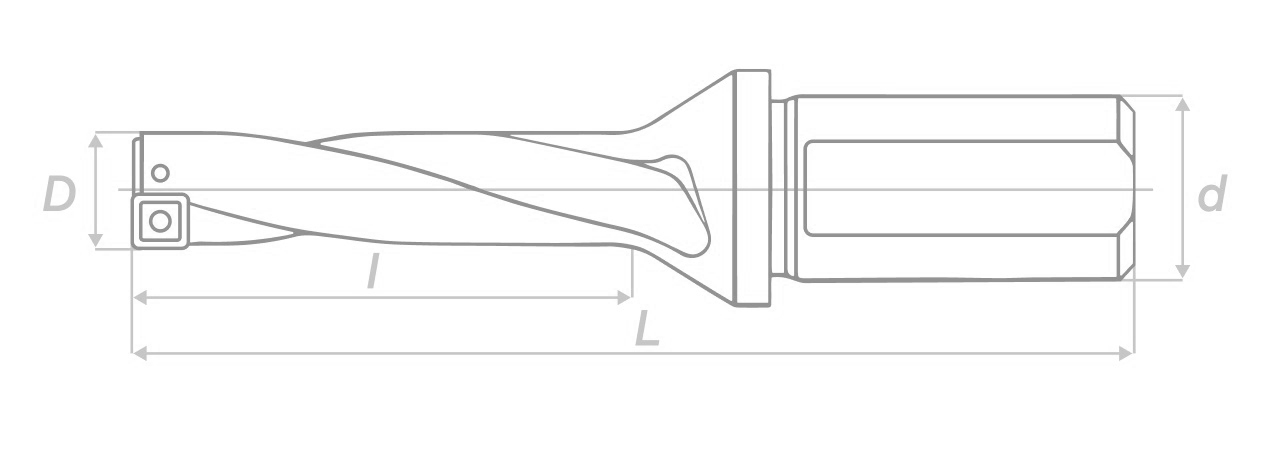
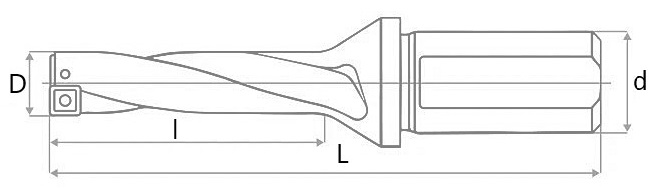
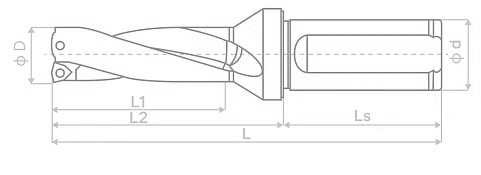
 Рис. 1 Сверло с отверстиями для подачи СОЖ и местами для установки твердосплавных пластин
Рис. 1 Сверло с отверстиями для подачи СОЖ и местами для установки твердосплавных пластин
Какие формы твердосплавные пластины доступны
Твердосплавные пластины имеют стандартную маркировку, в которой их форма определяется при помощи букв.
|
Обозначение |
Изображение |
Обозначение |
Изображение |
Обозначение |
Изображение |
|
A |
Пластина форма A

|
B |
Пластина форма B

|
C |
Пластина форма C

|
|
D |
Пластина форма D

|
E |
Пластина форма E

|
H |
Пластина форма H
|
|
K |
Пластина форма K

|
L |
Пластина форма L
|
M |
Пластина форма M
|
|
O |
Пластина форма O

|
P |
Пластина форма P

|
R |
Пластина форма R

|
|
S |
Пластина форма S
|
T |
Пластина форма T

|
V |
Пластина форма V
|
|
W |
Пластина форма W
|
Подробнее о том, как выбрать твердосплавную пластину, мы писали в данном материале.
Популярные модели
Выделяют несколько моделей сверл, получивших широкое распространение:
|
Модель |
Описание |
Чертеж |
Фото |
|
DH406 |
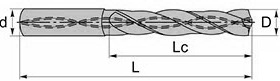
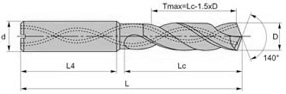
Спиральные укороченные сверла с двумя каналами для СОЖ. Модель имеет угол спирали 30° и покрытие TiAlN, соответствует DIN 6537 |
Чертеж DH406
|
Фото DH406

|
|
DH451 |
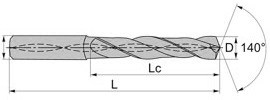
Твердосплавное сверло для высокопроизводительных операций. Количество каналов СОЖ — 2 шт, покрытие TiAlN, глубина сверления — 3D |
Чертеж DH451
|
Фото DH451

|
|
CAC55-3 |
Удлиненное сверло с парным каналом СОЖ, углом заточки при вершине 135° и покрытием TiSiN. Инструмент обеспечивает сверление с точностью 0,05 мм, что позволяет использовать его в прецизионных работах |
Чертеж CAC55-3

|
Фото CAC55-3

|
|
DA81-5C |
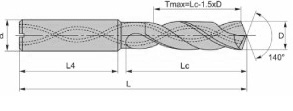
Усиленные твердосплавные сверла по нержавеющей стали. Инструмент имеет глубину сверления 5D и два канала для подачи СОЖ. Хвостовик соответствует DIN 6535 HA |
Чертеж DA81-5C
|
Фото DA81-5C

|
|
DA83-5C |
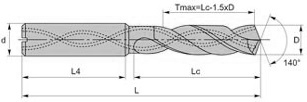
Твердосплавные сверла с двумя каналами СОЖ для работы с чугуном. Хвостовик, как и у предыдущей модели, соответствует DIN 6535 HA |
Чертеж DA83-5C
|
Фото DA83-5C

|
|
DA83-8C |
Сверла увеличенной длины для нержавеющей стали и чугуна. Максимальная глубина сверления — 8D |
Чертеж DA83-8C
|
Фото DA83-8C

|
|
DA83-12C |
Твердосплавные сверла с парными внутренними каналами для СОЖ и глубиной сверления 12D. Рекомендуемые материалы для обработки — сталь и чугун |
Чертеж DA83-12C

|
Фото DA83-12C

|
|
DA83-20C и DA83-25C |
Решения для работы с особо глубокими отверстиями. Оба имеют по два канала для СОЖ и классическое винтовое исполнение. При этом DA83-20C позволяет формировать отверстия глубиной 20D, а DA83-25C — 25D |
DA83-20C |
DA83-25C |
|
Чертеж DA83-20C

|
Фото DA83-25C

|
||
|
SF |
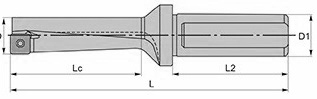
Многофункциональные корпусные сверла с хвостовиком Weldon и одним каналом для СОЖ |
Чертеж SF
|
Фото SF

|
|
IHD20 |
Корпусные сверла для пластин QPMG. Модель имеет один канал для СОЖ и формирует отверстия глубиной 2D |
Чертеж IHD20
|
Фото IHD20

|
|
C32-2D27-57SP07 Weila Deskar |
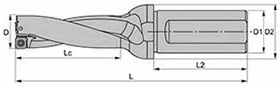
Сверло, работающее с пластинами типа SP. Изделие имеет глубину обработки 2D, подходит для работы с широким спектром материалов |
Чертеж C32-2D27-57SP07
|
Фото C32-2D27-57SP07

|
|
C25-3D14-45SP05 Qtool |
Инструмент для работы с чугунами, конструкционными и легированными сталями. Он имеет корпусное исполнение, совместим с пластинами SP, оснащен хвостовиком Weldon и поддерживает сверление на глубину до 3D |
Чертеж C25-3D14-45SP05
|
Фото C25-3D14-45SP05

|
|
C25-2D16.5-36WC03 |
Модель с 4 выходами для подачи СОЖ, пластинами WC и глубиной сверления 2D |
Чертеж C25-2D16.5-36WC03
|
Фото C25-2D16.5-36WC03

|
Наиболее распространенные ошибки
При работе со сверлами для подачи СОЖ можно допустить ряд ошибок.
|
Категория |
Ошибка |
Последствия |
Способы устранения и профилактики |
|
Подготовка и настройка системы |
Слишком низкое или слишком высокое давление СОЖ |
Пониженное давление: неэффективный отвод стружки, налипание, перегрев и поломка инструмента. |
Строго следовать рекомендациям производителя инструмента. Настроить давление и расход на станке согласно паспорту сверла, обычно в диапазоне 10-70 бар для твердосплавного инструмента |
|
Использование неподходящей или загрязненной СОЖ |
Снижение эффективности смазки и охлаждения, коррозия, засорение внутренних каналов сверла и плохое образование стружки |
Использовать рекомендованную производителем СОЖ. Поддерживать правильную концентрацию и регулярно проверять ее рефрактометром. Своевременно менять жидкость в системе и установить фильтры тонкой очистки |
|
|
Негерметичность соединений |
Утечка СОЖ, падение давления, недостаточная подача к режущим кромкам и загрязнение рабочей зоны |
Регулярно проверять и обслуживать все соединения. Использовать качественные уплотнительные кольца и переходники. Затягивать узлы с рекомендуемым моментом |
|
|
Эксплуатация и процесс сверления |
Неправильная глубина сверления или недостаточный выход сверла из отверстия |
Закупорка каналов стружкой внутри глухого отверстия, перегрев, повышенное усилие и поломка |
Обеспечить свободный выход стружки и СОЖ. Для глубоких отверстий использовать циклы с периодическим отводом, улучшающие дробление и вывод стружки |
|
Чрезмерная или недостаточная подача |
Высокая подача: перегрузка, перегрев и выкрашивание кромок. |
Использовать режимы резания, рекомендованные производителем инструмента и материала. Начинать со средних значений и корректировать их по результату |
|
|
Большое биение сверла или несовпадение оси вращения |
Неравномерная нагрузка на кромки, увеличение фактического диаметра, ускоренный износ и поломка |
Проверять биение сверла в патроне (средний допуск < 0,02 мм). Использовать прецизионные патроны. Проверять соосность шпинделя и системы подачи СОЖ |
|
|
Уход и обслуживание инструмента |
Игнорирование первых признаков износа. Работа затупленным сверлом |
Резкое повышение температуры и усилия, ухудшение качества отверстия |
Внедрить систему мониторинга износа по стружке, звуку или усилию. Своевременно перетачивать инструмент. Не допускать работы до полного выхода из строя |
|
Неправильная очистка после работы. Остатки стружки и СОЖ в каналах |
Коррозия, засорение каналов и затруднение извлечения сверла из патрона |
После работы продувать каналы сжатым воздухом. Хранить инструмент в чистом и сухом месте |
|
|
Попытка прочистить каналы острыми металлическими предметами |
Повреждение внутренних поверхностей каналов, изменение характеристик потока СОЖ и появление заусенцев |
Для прочистки использовать только мягкие материалы или специальные щетки. В сложных случаях применять ультразвуковую очистку |
|
|
Прочие ошибки |
Использование сверла не по назначению |
Быстрый износ, поломка, брак |
Подбирать геометрию сверла и покрытие под конкретный обрабатываемый материал: сталь, алюминий, титан и т.д. |
|
Отсутствие центровочного сверления для коротких сверл большого диаметра |
Смещение сверла, увеличение биения и нагрузки |
Для диаметров > 5-8 мм выполнять центровку более жестким коротким сверлом или специальным центровочным инструментом |
На что обратить внимание при покупке сверл
Приобретая сверло для бытового и промышленного использования, стоит учитывать ряд параметров:
Тип и совместимость хвостовика
Сверло должно физически и технологически подходить к станку. Необходимо точно определить стандарт хвостовика, например, HSK-A63, BT40, CAT40 или CAPTO C6. Несовместимость приведет к биению, неправильной фиксации, а в случае высокооборотистых шпинделей — к серьезным авариям.
Диаметр и рабочая длина сверла
Параметры, определяющие возможности инструмента. Они должны соответствовать требованиям к формируемым отверстиям, в противном случае последние будут отличаться размерами.
Материал режущей части и покрытие
Фактор, определяющий производительность и стойкость инструмента. Хорошо, если он изготовлен из быстрорежущей стали или твердого сплава. Последний могут заменить пластины, устанавливаемые на корпусных сверлах.
Желательно наличие покрытия вроде TiAlN, AlTiN или TiSiN. Оно многократно увеличивает износо- и термостойкость, а также снижает трение.
Качество и геометрия внутренних каналов подачи СОЖ
Параметр, определяющий эффективность охлаждения и отвода стружки. Каналы должны быть идеально отполированы, иметь одинаковый диаметр и симметричное расположение. Это обеспечит равномерный подвод СОЖ к обеим режущим кромкам.
Сужения, шероховатости или смещение каналов приведут к дисбалансу, перекосу сверла и снижению стружкоотвода. Дефекты сложно заметить визуально, поэтому часто приходится полагаться на репутацию производителя.
Рекомендуемое рабочее давление СОЖ
Изготовители сверл указывают диапазон оптимального давления охлаждающей жидкости, например, 20–30 бар или 70–120 бар. Использование инструмента, рассчитанного на высокое давление, на станке со стандартной системой сводит на нет все его преимущества: стружка не будет эффективно вымываться, что приведет к задирам и поломке. И наоборот, сверло для низкого давления может быть разрушено мощной струей под 100 бар. Поэтому параметр должен строго соответствовать возможностям системы подачи СОЖ.
Количество режущих кромок
Двухлезвийные сверла — универсальный вариант, поддерживающий баланс между производительностью, качеством поверхности и стойкостью. Трехлезвийные и четырехлезвийные инструменты обеспечивают более высокую чистоту обработки и точность отверстия, но требуют большей мощности шпинделя и более жесткой системы. Одно- или полуторалезвийные сверла предназначены для специальных задач, например, обработки глубоких отверстий или листовых материалов, где важен контроль стружкообразования.
При необходимости можно выполнить подточку сверла:
|
Тип подточки |
Изображение |
Тип подточки |
Изображение |
Тип подточки |
Изображение |
|
Со стружкоотводящей канавкой |
Подточка со стружкоотводящей канавкой

|
С увеличением передних углов на поперечной кромке и срезанием затылочной части |
Подточка с увеличением передних углов на поперечной кромке и срезанием затылочной части

|
С подточкой главных кромок |
Подточка главных кромок

|
|
С увеличением передних углов |
Подточка с увеличением передних углов

|
С удалением фрагмента поперечной кромки |
Подточка с удалением фрагмента поперечной кромки
|
С симметричной прорезкой поперечных кромок |
Подточка с симметричной прорезкой поперечных кромок

|
Бренд и репутация производителя
От выбора бренда зависит качество используемых материалов, точности геометрии инструмента и стабильность технологических процессов с его участием. Известные производители вроде DESKAR и SANDVIK обеспечивают строгий контроль качества и предоставляют полную техническую поддержку, включая рекомендации по режимам резания. Это минимизирует риски брака и непредсказуемой поломки инструмента, что критически важно для серийного и высокоточного производства.
Соотношение цены и ресурса
Инструмент следует оценивать в пересчете на стоимость одного просверленного отверстия. Дешевые сверла чаще тупятся, требуют переточки или замены. Качественные, но более дорогие модели работают в 3–5 раз дольше без дополнительных вложений. Их покупка нередко выгоднее регулярного обновления наборов с дешевыми сверлами.